EVA泡棉模切加工削減壓問題
關于在模切和沖孔過程中可能出現的傾斜邊緣,這個問題的原因是:泡沫的厚度很高。在沖壓過程中,沖泡泡沫然后沖壓,泡沫與表面一起擠出。降低血壓,解決這些問題的主要方法是改變工具的選擇。
我們通常使用的模切工具是用于沖壓的雙斜面切割工具。然后,為了確保有效減少斜邊的產生,我們采用單刃刀,直內斜切,可以有效減少泡沫斜邊的發生。
同時,EVA泡棉模切加工對于相對簡單的EVA泡沫模切部件,采用剝離,邊緣分離,跳躍的方法,減少影響斜邊產生的因素,避免斜邊。對于一些結構稍微復雜的產品,我們可以采用沖切刀線的方法進行切割,不要使閉合的刀線,多線重疊的方式,減少泡沫沖壓過程中的擠壓應力,減少泡沫角度側面的問題。

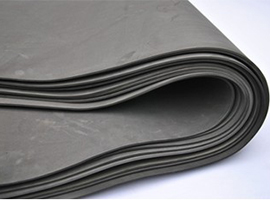
EVA泡沫切割加工碎屑
關于EVA泡沫碎片的問題,這個問題的根本原因是泡沫本身的性質,由于低泡沫韌性和泡沫材料結構,所有這些在沖壓過程中都是如此。隨著切割機的反復作用,碎屑泡沫顆粒容易形成灰塵并飄浮在空氣中。對于一些具有清潔要求的模切工作,有很多方法可以解決這個問題。一般來說,有噴霧釋放劑。生產線上常用的方法是在EVA泡沫表面層壓一層OPP保護膜。解決這個問題。當然,這種解決方案可能會導致一些配件的浪費,EVA泡沫切割工藝難度很大。
EVA泡棉模切加工就孔型廢物排放問題
實際上,這種類型的原因最根本的原因在于泡沫太厚,同時孔徑小,由于廢物排放過程,廢物難以提取。傳統的做法是在模切機模具的外部執行一組噴射器固定裝置以排出廢料,通過頂出銷彈出孔狀碎屑并排出落下的材料。然而,這樣的廢物處理方法操作不好,并且容易劃傷泡沫并導致產品缺陷。通常用于圓刀的方法是提取用于提取和廢物處理的刀。
EVA泡棉模切加工異步操作程序的好處;我們都知道異步的,通過上層材料進行異步拉料,以及底層材料同步模切方式來達到節約材料的目的。在這里,我們采用異步方法來分離泡沫和背襯膜。這樣不僅可以節省泡沫材料,而且在實際操作中,上層材料帶將被帶走,泡沫框架將被刮掉。同時,它也被帶走。同時,由于受力的影響,斜邊也將大大改善。此外,通過這種操作模式,基本的粉塵問題也得到有效解決。
湖北蒼巖包裝材料有限公司是從事EVA片材,EVA卷材,EVA深加工,EVA泡棉,彩色EVA,EVA內襯,EVA緩沖包裝材料,EVA背膠,是一家專業的EVA發泡廠家。